A Global Generic Drug ManufacturerIncreases Productivity and Profitability Implementing a Low Residue Programme
Situation
When a global generic drug manufacturer that was generating an annual revenue of $20 billion was utilizing a disinfection process that was hindering production, they sought a new solution that would reduce the amount of residue being left behind.
The site had previously relied on an in-house manufactured chlorine solution for disinfection programmes which lacked the required efficacy, and their main objective was to increase the effectiveness of this solution. A Quat Concentrate from a chemical supplier was also used on site which caused residue issues.
The leadership team reached out to Ecolab to explore and implement a cost reduction and process improvement project, focusing on optimizing the Standard Operating Procedures (SOPs) and disinfection programmes in use across the site. This new process would go on to be analyzed and duplicated across other sites within the organisation.
Solution
After a completed site survey with Ecolab’s technical team to review existing processes in place, the organisation came up with the project objective of testing the Klercide Sporicidal Low Residue Peroxide and Klercide Low Residue Quat to evaluate the benefits of these low residue solutions. The goal was to first test these products on the new production line, with a plan to then implement the process across their parenteral lines if successful and proven to show excellent efficacy.
The Klercide Sporicidal Low Residue Peroxide was to be used in rotation with the Klercide Low Residue Quat on equipment and the production line along with daily use in some other areas. For large surfaces, the Klercide Low Residue Quat was used while the Klercide 70|30 IPA was used on small surfaces in all grades of cleanroom (A-D).
Results
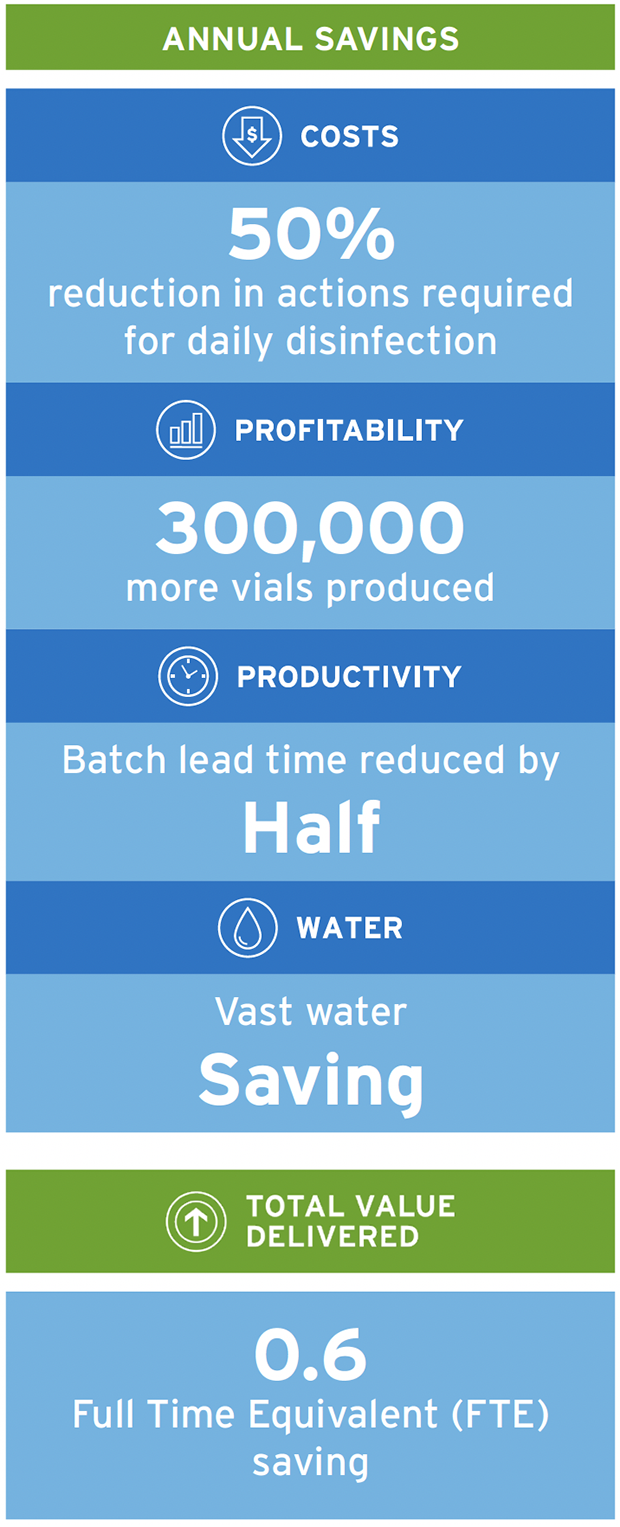
On a daily basis, no residue removal step was needed with the Klercide Low Residue Quat for equipment, lines and large surfaces.
Savings were also made using this new solution compared to the previously used Quat Concentrate which was an old formulation that was leaving residues.
Implementing this newly validated strategy and combining the right product with best practice, the pharmaceutical company was able to make significant savings and increase its productivity.
*Client supplied and validated data directly to Ecolab
How Ecolab Adds Value:
Site Surveys
Ecolab offers site-surveys from a trained technical team to review new or existing manufacturing and cleaning process.
VALUE+
- Technical recommendations are matched to your most relevant objectives and key performance indicators (safety, water savings, efficiency, etc.)
- Formal report summarises potential savings
- Delivers implementation strategy that minimises production disruptions
Lab Studies
Ecolab offers a laboratory team that can analyse soils, identify residues and test samples.
VALUE+
- Creates a quicker and more successful cleaning recommendation
- Ensures the chemistry solution is effective against your unique, targeted soils
- Helps determine optimal dilution and implementation parameters
Disinfection with Chemistry vs. Water
Ecolab can help implement a validated strategy to clean CIP systems with registered chemical disinfectants as an alternative to water and heat.
VALUE+
- Saves water which can help meet sustainability goals
- Reduce energy and time needs by removing need to heat water to required temperature
Validation Assistance
Ecolab can assist with the complex validation process and change controls by providing guidance and documentation.
VALUE+
- Guidance includes:
- Cleaning process design and development
- Cleaning process validation
- Continuous cleaning process verification - Helps ensure process stays in line with regulatory expectations and acceptance criteria
Dedicated Regulatory Team
Ecolab leverages industry expertise to deliver insights and guidance on regulatory expectations, trends and available tools to help ensure compliance for product safety and quality.
VALUE+
- Helps ensure compliance with cGMP to ensure cleaning and disinfection meet product safety and quality requirements
- Help implement validations that meet regulatory expectations
Customer Training
Ecolab’s team is comprised of experts to help you implement, manage, and maintain quality and compliance requirements and protocols.
VALUE+
- Gain valuable best-practices and implementation strategies from trained field and technical experts
- Reduce troubleshooting time from on-site support and process training to resolve problems quickly